手機站
手機站 微信號
微信號友情鏈接:
液態硅膠(LSR)包膠工藝是消費電子、汽車、醫療、工業設備實現高等級防水的核心方案,最高可穩定實現 IP68、IP69K 級防護。
液態硅膠(lsr)包膠通過嵌件注塑或雙色成型工藝,將硅膠與塑膠、金屬等基材一體化結合,形成無縫防水密封結構,是消費電子、汽車、醫療、工業設備實現高等級防水的核心方案,最高可穩定實現 IP68、IP69K 級防護。

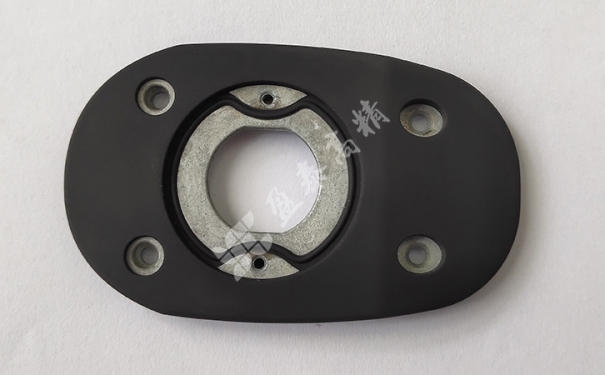
圖 盈泰工廠為客戶定制生產的一款液態硅膠包塑膠防水密封外殼配件。通過我們的LSR包膠工藝,實現了邊框四周及按鍵的ip68級別防水密封效果。
LSR 包膠的防水能力來自材料本征特性 + 物理屏障 + 化學粘接三重機制的協同作用,從分子級到結構級阻斷滲水路徑。
天然疏水性:硅膠分子主鏈為 Si-O-Si 結構,表面能僅 20-24 mN/m,水接觸角>110°,呈現 “荷葉效應” 主動排斥水分;分子鏈無極性基團,無法與水分子形成氫鍵,無毛細吸水現象。
高彈性回彈:彈性模量 0.5-5 MPa,受壓后可緊密貼合 0.05mm 級的裝配間隙;優質防水級 LSR 壓縮永久變形≤10%(ASTM D395 測試),長期受壓后仍能維持密封壓力。
寬溫耐老化:工作溫度覆蓋 - 50℃~200℃,耐 UV、臭氧、雨水腐蝕,冷熱循環中不脆化、不軟化,避免熱脹冷縮產生密封間隙。
本體致密性:固化后形成三維交聯網絡,分子間隙為納米級,遠小于水分子直徑(0.3nm),硅膠本體幾乎無滲水通道。
微米級界面填充:LSR 粘度低(500-5000 mPa?s),高壓注塑下可滲透基材表面≤10μm 的粗糙紋理、微孔,完全填充微觀縫隙,阻斷界面滲水路徑。
機械互鎖結構:基材表面設計凹槽、倒刺、噴砂紋理(Ra=1.6-3.2μm)等結構,硅膠固化后形成 “錨固效應”,既提升結合力,也大幅延長水滲透路徑。
一體化無縫優勢:相比傳統 O 型圈、點膠工藝,包膠成型無裝配間隙,徹底消除拼接處的微滲漏隱患。
通過表面活化 + 底涂劑 / 自粘型 LSR,在硅膠與基材間形成 Si-O-C 等共價鍵,實現分子級結合,避免界面分層產生滲水通道。成熟工藝下,剝離測試的斷裂面為硅膠本體撕裂,而非界面分離。
結構設計是實現高等級防水的核心,需針對密封區域、薄弱環節做專項優化。
截面多采用半圓形、梯形或 U 型唇邊,是主動密封的核心結構;靜態密封壓縮率控制在 15%-30%,動態插拔密封控制在 30%-40%。
單邊過盈量通常設為 0.1-0.2mm,裝配時唇邊受壓產生徑向力,緊密貼合密封槽壁,填充微觀縫隙。
多層密封唇可形成多重防水屏障,顯著提升水壓耐受能力。
在結合面設計階梯臺、折線型嵌合結構,將直線滲透路徑延長為折線(如從 1mm 增至 3mm),配合密封唇形成 “迷宮效應”,大幅提升防水等級。
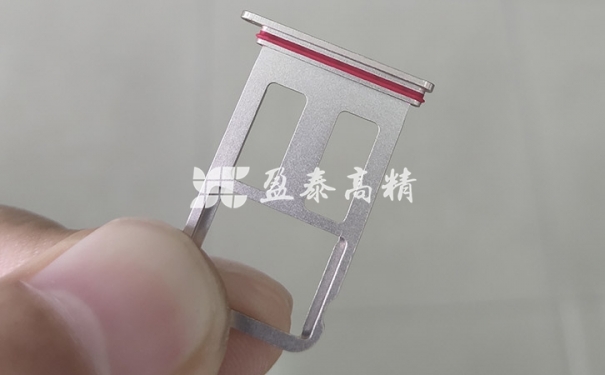
常規密封區域包膠厚度建議≥0.3mm;精密小件配合真空注塑與高精度模具,最低可做到 0.2mm,例如手機 SIM 卡托 0.2mm 厚密封環可穩定實現 IP68。
受力、彎折區域需加厚并設計加強筋,避免疲勞開裂。
插拔接口區:增加耐磨唇邊,選用邵氏硬度 50-60A 的 LSR 平衡彈性與耐磨性,避免反復插拔后唇邊磨損失效。
出線 / 穿孔位:設計錐形密封套,入口直徑大于出線體,出口過盈配合,高壓場景可配合灌封膠二次密封。
彎折疲勞區:沿彎折方向布置柔性加強筋,曲率半徑≥5mm,保障 10 萬次彎折無裂紋、密封不失效。
工藝穩定性直接決定防水一致性,核心管控環節包括基材處理、注塑參數與模具精度。
清潔:用 IPA 等溶劑徹底去除基材表面脫模劑、油污、粉塵,避免界面隔離層導致脫膠。
活化:優先采用等離子處理(功率≥1000W),提升基材表面能與極性,增強硅膠浸潤性與粘接性;處理后需在時效期內完成注塑。
粗糙化:對金屬、光滑塑膠進行噴砂、激光刻紋,形成微觀凹凸結構,強化機械錨固效果。
底涂劑:根據基材材質(PC/PA/PBT/ 不銹鋼等)選用對應硅烷偶聯劑型底涂劑,薄層均勻涂覆并充分固化,可將粘接強度提升至≥4MPa。
自粘型 LSR:部分配方自帶活性基團,可直接與極性基材反應,簡化工藝,適合精密小件。
兼容性驗證:避免過氧化物硫化 LSR 腐蝕 PC 等敏感基材,需提前做材料適配測試。
注射壓力:80-150MPa,確保 LSR 充分填充微結構與縫隙;保壓不足易導致填充不充分,形成界面孔隙。
真空輔助:型腔真空度≤-95kPa,排出型腔內空氣,避免包膠內部與界面產生氣泡、氣孔。
硫化參數:模溫通常 120-180℃,根據膠厚設定 10-30s 硫化時間,確保交聯度>90%,避免未固化硅膠遷移導致界面剝離。
注射速度:避免過快導致湍流裹氣,精密小件建議低速平穩充模。
分型面公差控制在 ±0.02mm 以內,避免產生飛邊縫隙成為滲水通道。
采用冷流道系統,減少料頭浪費與成型缺陷;嵌件定位精度需≤0.01mm,防止包膠厚度不均。
| 失效模式 | 核心原因 | 解決方案 |
|---|---|---|
| 界面脫膠 / 分層 | 基材污染、表面處理失效、底涂劑不匹配、硫化參數不當 | 嚴格清潔流程;優化等離子參數;更換適配底涂劑;調整硫化溫度與保壓 |
| 氣泡 / 孔隙滲漏 | 模具排氣差、真空失效、注射過快、原料含氣 | 優化排氣槽(深度 0.02-0.03mm);保障真空度;降低注射速度;原料脫氣 |
| 分型面飛邊滲漏 | 模具分型面精度不足、合模力不夠、注射壓力過高 | 提升模具加工精度;校核合模力;優化注射與保壓曲線 |
| 長期使用后失效 | 壓縮永久變形大、材料老化、疲勞開裂 | 選用低壓縮永久變形 LSR;優化唇邊壓縮率;疲勞區增加加強筋 |
| 冷熱循環后失效 | 基材與硅膠熱膨脹系數差異大、內應力釋放 | 優化材料匹配;設計應力釋放結構;調整冷卻與后硫化工藝 |
IPX7:1 米水深浸泡 30 分鐘無滲漏,單層密封唇 + 常規包膠即可實現,適用于日常潑濺、短時浸水場景。
IPX8:可定制水深(通常 1.5-10 米)浸泡 30 分鐘以上,需多重密封 + 高精度工藝,適用于游泳、水下作業設備。
IP69K:耐受 80℃高壓熱水噴淋,適用于工業設備、食品機械等需高溫沖洗的場景。
在線氣密性測試:量產常用氣壓衰減法,消費電子通常 ΔP ≤ 0.5kPa(30kPa/10s)對應 IPX8;汽車電子要求泄漏率≤0.25ml/min。
浸水驗證測試:按 IP 等級要求進行水深與時長浸泡,拆解檢查內部是否進水。
環境可靠性驗證:-40℃~125℃冷熱循環 500 次、85℃/85% RH 濕熱 1000h 后,復測防水性能,要求等級不下降。
高精度檢漏:醫療、高壓密封場景可采用氦質譜檢漏,泄漏率要求≤5×10?? mbar?L/s。

經過長期的測試和研究的基礎上選擇,硅膠憑借其良好的性價比和出色的醫療使用表現都讓其成為了主要的醫療管制作原料。
查看詳情>>
盈泰有豐富的液態硅膠醫療用品生產經驗,如果您有醫用級液體硅膠制品需要定制生產,正在尋找醫用液態硅膠制品生產廠家,不妨和我們盈泰高精聯系咨詢。
查看詳情>>