手機站
手機站 微信號
微信號友情鏈接:
深圳市盈泰高精密五金橡膠有限公司工程師系統梳理LSR包膠工藝的技術要點、關鍵參數、常見缺陷及解決方案,為生產實踐提供技術參考。
液態硅膠(Liquid Silicone Rubber,簡稱lsr)包膠工藝,又稱LSR Overmolding(液態硅膠二次注塑),是一種將液態硅膠通過注射成型方式包覆于塑膠、金屬或其他基材表面的先進復合成型技術。該工藝將液態硅膠優異的柔韌性、密封性、耐高低溫性及生物相容性,與塑膠的結構強度、尺寸穩定性或金屬的剛性相結合,廣泛應用于消費電子、智能穿戴、醫療器械、汽車核心部件及高品質生活用品等領域。

液態硅膠為雙組分加成型硅橡膠(A/B組分),通常按1:1比例混合使用。可包覆的塑膠基材主要有PC、PA6、PA66、PBT、PP/PE、TPU等;金屬基材包括不銹鋼、鋁合金等。選擇LSR材料時,需根據基材類型選用對應型號,優先選擇低黏度(5000~10000cps)、低收縮率(≤0.5%)的牌號。
需配備專用LSR注射成型機,帶A/B組分計量混合系統。高端應用通常采用封閉式冷流道系統,通過針閥精確控制射膠量,可節省膠料15%~25%,并利用“先封膠、后保壓”的工藝減少飛邊產生。
基材表面狀態直接影響粘接效果,需進行嚴格預處理:
清潔:使用異丙醇(IPA)等溶劑徹底去除基材表面油污、脫模劑及灰塵。
表面活化:等離子處理(功率300~500W,時間30~60秒),使表面能提升至56mN/m以上;或涂覆硅烷偶聯劑類底涂劑,80℃烘干5分鐘。
機械錨固:設計燕尾槽、孔洞、紋理等結構,增加機械互鎖力。
模具需采用冷流道系統和階梯封膠結構(間隙0.030.05mm)。模具預熱至160180℃(硅膠硫化溫度),基材預熱至80100℃以減少熱應力。排氣槽深度控制在0.020.05mm,必要時配備真空輔助排氣系統(抽至-0.08MPa)以消除困氣缺陷。
A/B組分按1:1比例混合后,進行真空脫泡(真空度≤5mbar,時間30分鐘),消除氣泡。料筒溫度控制在20~40℃,防止LSR提前固化。采用分段注射工藝:
| 階段 | 注射速度 | 作用 |
|---|---|---|
| 1段 | 10~20mm/s(低速) | 填充流道 |
| 2段 | 30~50mm/s(中速) | 填充型腔60~80% |
| 3段 | 低速 | 填充剩余部分并切換保壓 |
注射壓力一般控制在60~100MPa(薄壁件用高壓,敏感基材用低壓)。
硫化溫度是觸發和加速固化的關鍵。模具溫度通常為160180℃。硫化溫度每升高10℃,速度加快約2倍。典型工藝:160℃×60秒或170℃×45秒;厚壁產品每增1mm壁厚,硫化時間延長2030%。保壓壓力為注射壓力的60~80%,保壓時間5~15秒。
硫化完成后立即脫模,頂出速度≤10mm/s以防變形。采用水冷或風冷至室溫確保尺寸穩定。必要時進行二次硫化烘烤,以進一步提升交聯程度和長期穩定性。
原因:基材表面污染、表面能低、底涂劑選用不當或涂覆不良、模具溫度不足。
對策:嚴格清潔基材并立即使用;優選等離子處理;選用認證兼容底涂劑并確保充分固化;基材區域預熱至80~120℃;設計機械互鎖結構。
原因:模具排氣不暢、真空系統失效、原料含氣、注射速度過快產生湍流裹氣。
對策:優化排氣設計(槽深0.02~0.03mm);確保真空度>95%;原料密封儲存、平穩混合;采用多級注射、末端降速。
原因:鎖模力不足、模具精度差或磨損、注射/保壓壓力過高。
對策:增加鎖模力(每cm2 2~3噸);確保模具配合間隙<0.01mm;降低注射/保壓壓力至最低有效值;更換中高黏度硅膠。
對策:檢查計量系統、提高注射壓力/速度/模溫、優化澆口與流道設計。
采用180°或90°剝離測試,要求粘接強度≥3N/mm,斷裂面應為LSR內部內聚破壞。
熱循環測試(-40℃至+125℃,500次后強度保持率>85%);濕熱測試(85℃/85%RH/1000h后密封性保持IP68)。
集成CCD視覺檢測系統,對關鍵尺寸、外觀缺陷進行在線全檢,精度可達0.02mm。系統化的參數優化可提升良品率從80%至99%以上。
液態硅膠包膠是一項涉及材料匹配、表面處理、模具設計、工藝參數調控等多維度協同的高精度復合技術。建議在實際生產中重點關注以下方面。
強化基材預處理:將表面處理作為質量控制的第一道關卡,確保等離子處理或底涂劑涂覆的一致性和有效性。
實施DOE參數優化:通過正交試驗在最少實驗次數內找到最優參數組合,并持續結合SPC數據進行迭代改進。
推行自動化與在線檢測:集成自動上料、清洗、注塑、檢測全流程,減少人為干預帶來的污染和誤差。
建立標準化作業規范:每批次原材料需檢測粘度和硫化曲線,根據批次差異微調注射速度和模溫。
通過系統化的工藝管控,可確保LSR液態硅膠包膠產品在粘接可靠性、精密成型和長期穩定性三大維度上滿足高端應用需求。
深圳市盈泰高精密五金橡膠有限公司從2009年開始從事硅膠制品定制生產,2016年開始從事液態硅膠包膠產品的定制開發,這10多年來通過1000多個硅膠包膠產品生產項目,積累了豐富的技術儲備和項目管理經驗。深圳盈泰廠尤其擅長液態硅膠包塑膠配件,液態硅膠包五金配件的定制化生產,我們生產的這些包膠配件廣泛應用于電子煙,消費電子、智能穿戴、醫療器械、汽車核心部件等產品。如果您也有液態硅膠包膠配件需要開模定制化生產,歡迎您和我們聯系咨詢獲取包膠解決方案。
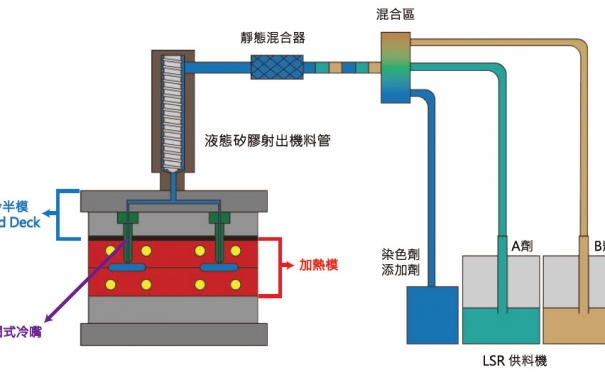
隨著應用不斷的增加與及對于產品的要求愈趨嚴格,對于液態硅膠射出成型的挑戰也將愈來愈多,如何運用性能穩定的冷澆道系統來協助生產與制造,將是工廠所需思考的課題。
查看詳情>>
外觀工藝是一個硅膠產品的關鍵,所以對于模具的表面處理來說至關重要,常見的模具表面處理工藝有三種:霧面效果、鏡面效果、曬紋效果。
查看詳情>>