手機站
手機站 微信號
微信號友情鏈接:
液態硅膠的成型工藝經過發展,具有多種形式,在眾多液態硅膠(LSR)成型工藝中,液態注射成型(LiquidInjectionmolding/LIM)技術得到最早應用。深圳盈泰液態硅膠制品廠簡要為你介紹。
一、液態注射成型
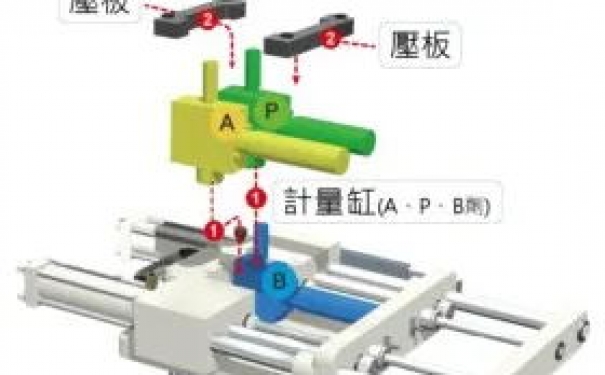
液態硅膠成型工藝中,液態注射成型(LiquidInjectionmolding/LIM)技術得到最早應用。液態注射成型是將A、B膠(成分如1:1或者其它比例精確計量后,輸送到靜態混合器中,混合后再輸送到注射裝置中,由注射裝置再混合后注射到熱的模具內,在模具內膠料經過快速的硫化反應后,形成具有一定強度和彈性的硅膠制品。

1.1成型特點
1)液態硅膠注射成型與固體橡膠模壓成型相比不需塑煉、混煉、預成型等操作工序,節省了人力、物力和能量,減少了設備投資及占地面積。
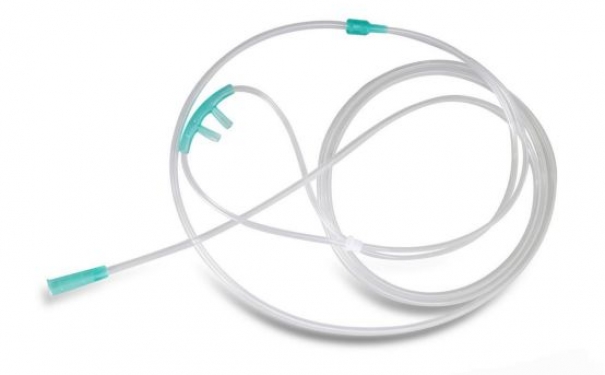
2)液態硅膠注射成型可實現全密閉條件下自動進行的加工過程,消除了人工操作偏差,減少了加工過程中各種可變因素的影響和污染,保證了產品的尺寸精度和內在質量,這有利于液態硅膠在醫療上的應用。
3)由于液態硅膠的粘度很低(一般在10~1000Pas范圍內)、流動性和加工性良好,所以它的注射壓力比固體橡膠及塑料的注射成型壓力低很多,一般注射壓力為20MPa,某些情況下可低于1MPa,因此可以生產無飛邊產品,減少材料浪費,同時降低了設備和模具的磨損。另外由于液態硅膠的流動性好,特別適合于成型大型產品、形狀極復雜的產品或超薄產品,如成型厚度為0.5mm,長度達100mm的超薄產品,這種形狀對于固體膠料是難以成型的。
4)液態硅膠的硫化速度很快。注射成型時一般在160~220下經數十秒到幾分鐘即可完成硫化反應,因而其成型周期短、生產效率高。
5)液態硅膠在螺桿計量時所需的背壓很小,一般小于1.5MPa,對于某些粘度極低的液態硅膠膠料,甚至可以不設置背壓,這主要是由于低粘度硅膠流動性很好,并且正常工作時液態硅膠中氣體含量很低。反而大的背壓,會導致未硫化的硅膠密度增大,破壞計量裝置的精確計量效果。
6)液態硅膠在注射成型過程中沒有收縮,但由于硅膠具有較高的熱膨脹系數,因而在脫模、冷卻后通常會有2%~3%的收縮,確切的收縮數據取決于物料配方。從加工的觀點來看,設計者應該預先對影響收縮的一些因素有所考慮。

1.2設計要點
1)采用液體溫控技術,控制料筒,噴嘴溫度控制在5~25之間。通常采用冷卻水作為冷卻介質。
2)為了防止液態硅膠固化,采用液壓驅動的針閥式密封噴嘴。射膠完畢時,針閥立即封閉射嘴。
3)在成型過程中,A、B膠料的混合均勻度,直接影響著硫化后的制品質量,而在一些制品質量要求高的情況下,膠料經過靜態混合器后的混合程度不能完全滿足要求,螺桿的補充混合作用能較好的滿足要求。又由于膠料為液態,不需要經歷塑化,所以螺桿設計成為無壓縮或低壓縮以及剪切作用弱的螺桿,且不需要大的長徑比。一般不宜直接應用注塑機上的螺桿結構,因為其螺桿結構通常具有較強的剪切作用,容易引起局部硫化,影響制品性能,所以設計專門用于液體硅膠注射機的螺桿具有重要的意義。如果制品質量要求不高時,可以考慮用柱塞代替螺桿來完成注射。
4)液態硅膠粘度低,較低的注射壓力就能產生較高的注射速度,滯留在模具內的空氣容易卷入到制品中。為了制得高質量的制品,可考慮在注射前對模具進行抽真空。也可以利用調節鎖模力達到趕走空氣的目的,即在鎖模力較低時,液態硅膠填充至空腔的90%~95%之后再將鎖模力調高,這樣既可以有效排氣,又可以避免液態硅膠溢出,產生飛邊。
5)液態硅膠的粘度較低,在注射時容易形成回流,因此止逆環的密封效果一定要好,一般不宜直接應用注塑機上的止逆結構。其工作過程:螺桿計量時,膠料在螺桿推送力作用下,通過栓膠圈上的孔,推開止逆環,進入螺桿頭部。
6)液態硅膠注射成型過程需要采用冷流道技術,而且流道要足夠冷。流道與模具之間需要有足夠好的隔熱效果,以確保液態硅膠不會在流道內硫化,堵塞噴嘴,這樣有助于減少廢料產生,節約成本。
7)如果成型的是極其柔軟且敏感的、高要求的制品,可考慮加入氣動刷來清潔模具,用機械手來頂出制品。


除了醫療相關產品外,瓦克有機硅在其他領域也有著諸多應用。尤其是在光學貼合及電動汽車等領域,硅橡膠行業預計會迎來進一步的增長。
查看詳情>>
液態硅膠本身有著較高的回彈性、柔軟性、無毒無味等優秀特性,適合生產成型液態硅膠表帶。
查看詳情>>