友情鏈接:
咨詢電話:17722437688


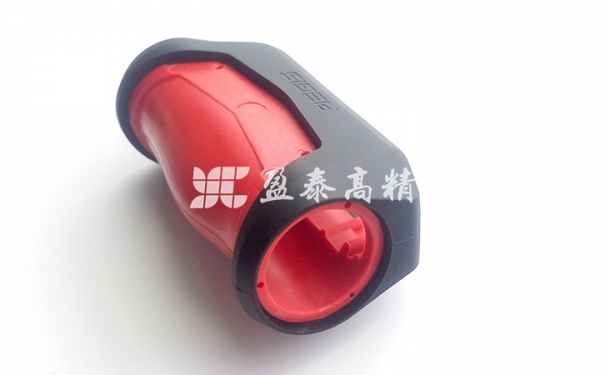
液態(tài)硅膠表帶具有柔軟親膚、高彈性耐拉扯、抗汗防水防油、耐高低溫等特性
液態(tài)硅膠手表表帶生產(chǎn)工藝詳解
生產(chǎn)液態(tài)硅膠(lsr,Liquid Silicone Rubber)手表表帶的過程涉及多個精-密步驟,結(jié)合了材料科學和模具成型技術(shù)。以下是詳細的工藝流程:
1. 原材料準備
液態(tài)硅膠(LSR):雙組分(A/B組分)材料,需按精-確比例混合(通常1:1)。組分A含鉑金催化劑,組分B含交聯(lián)劑。
添加劑:可能加入色漿(Pantone配色)、抗UV劑,需確保與LSR兼容。
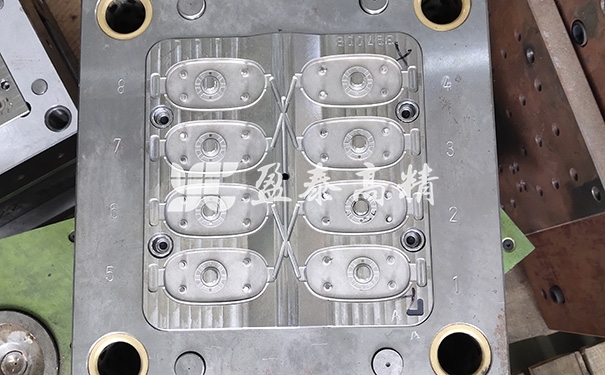
2. 模具設計與制造
模具材質(zhì):高-強-度鋼或鋁合金,表面鏡面拋光(減少脫模痕跡)。
結(jié)構(gòu)設計:包括注入口、排氣槽、頂針系統(tǒng)。復雜設計可能采用多滑塊模具(用于紋理或鏤空結(jié)構(gòu))。
溫度控制:模溫機集成,保持模具溫度在180-220°C(具體取決于LSR型號)。

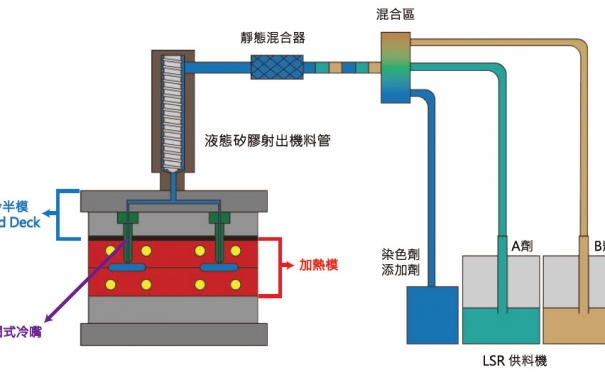
3. 液態(tài)硅膠成型
混料與注塑:
A/B組分通過計量泵精-確混合,動態(tài)混合器確保均勻性。
注射壓力約100-300 bar,通過冷流道系統(tǒng)注入模具(避免熱流道導致提前固化)。
固化:
高溫下LSR發(fā)生加成反應(鉑金催化),固化時間通常20-60秒(取決于壁厚)。
排氣:
模具設計需避免氣泡,必要時采用真空注塑機(真空度≤0.1 bar)。
4. 后處理工藝
去毛刺:手工修剪或冷凍去毛刺(-40°C低溫脆化后噴射去除)。
表面處理:
噴涂:附著增強層(如Primer)后噴涂PU涂層,提升觸感。
印刷:UV轉(zhuǎn)印logo或圖案(需等離子預處理表面達因值>50)。
二次固化:部分產(chǎn)品需120°C烘烤1-2小時提升機械性能。

5. 組裝與質(zhì)檢
連接件安裝:金屬表扣通過機械壓合或膠粘(使用硅膠專用膠水如RTV硅膠粘劑)。
測試項目:
拉力測試:拉伸強度≥8MPa(ISO 37標準)。
生物相容性:通過ISO 10993-5細胞毒性測試。
老化測試:85°C/85%RH環(huán)境加速老化240小時。
6. 包裝
防靜電袋包裝避免吸附灰塵,或使用定制吸塑盒提升展示效果。
通過上述流程,液態(tài)硅膠表帶可實現(xiàn)高精度(公差±0.05mm)、高彈性(撕裂強度≥25kN/m)及優(yōu)異的耐汗液/紫外線性能,滿足穿戴設備需求。

隨著應用不斷的增加與及對于產(chǎn)品的要求愈趨嚴格,對于液態(tài)硅膠射出成型的挑戰(zhàn)也將愈來愈多,如何運用性能穩(wěn)定的冷澆道系統(tǒng)來協(xié)助生產(chǎn)與制造,將是工廠所需思考的課題。
查看詳情>>
硅橡膠表帶憑借觸感清爽、防塵防污、持久耐磨等特性,成為運動手表的合適材料。深圳盈泰硅膠制品廠可以為客戶開模定制生產(chǎn)硅膠表帶產(chǎn)品,如果您有相關(guān)需求,可以聯(lián)系我們咨詢了解。
查看詳情>>








硅膠制品生產(chǎn)設備")
硅膠制品生產(chǎn)設備")
設備")
 手機站
手機站 微信號
微信號