

 手機站
手機站 微信號
微信號友情鏈接:
液態硅膠注塑廠介紹液體硅膠成型模具困氣原因及解決困氣的方案,希望對您有所幫助。如果您有液態硅膠制品成型方面的問題,可以和我們聯系咨詢。
一、什么是困氣?
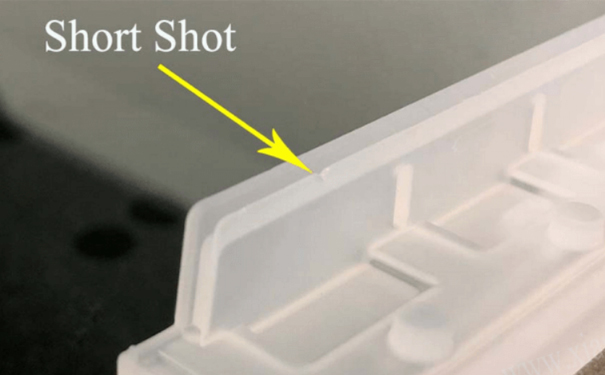
在lsr注射成型帶有按鈕的硅膠按鍵中,容易發生困氣(也成為困氣陷阱)。困氣是指空氣被困在模具腔內,無法從模具排氣口流出。空氣截留常發生在最 后填充區和厚到薄的區域,在注塑模具中的困氣會導致產品成型零件的缺陷,如空洞和氣泡,短射也稱為不完全填充。
二、為什么在LSR注射硅膠按鍵生產中會發生模具困氣?
硅膠按鍵有兩種,一種是帶彈性壁的硅膠按鍵,另一種是不帶彈性壁的按鍵。硅膠鍵盤采用彈性體制成,可壓縮成型,液態硅膠注塑成型,LSR硅膠注射成型時,由于流道的影響,容易導致短射滯留在彈性壁區域。
三、流道效果,硅膠鍵盤的壁厚差別很大
硅膠按鍵彈性壁的厚度約為0.3-0.8mm,但硅膠墊和按鍵的厚度要比按鍵彈性壁厚得多,這就使得橡膠鍵盤幾何形狀的厚-薄-厚。在液體硅膠成型過程中,硅膠材料首先流向厚截面的腔體,因為厚截面的阻力小于薄截面。此外,當原料流向薄片區域時,薄片前部被快速固化,固化部分阻塞了材料流向其他薄片的通道。在這些區域,空氣被困住了。這些元素會導致薄層區域不能完全填充。
四、長流道會導致液體硅膠按鍵出現困氣,特別是在后面填充區域
如果空腔內流道過長,在最 后填充段可能會出現困氣,造成不完全填充。腔內流動路徑不同,流動距離也不同。例如,下面有3條流路徑。第三條路比另外兩條路長。流道2是在流道1和流道3之后最 后充填的。2流道可能出現模具排氣問題,造成空氣滯留和短射。
五、大流量轉彎角可能會導致液體注入硅膠按鍵短射
在液體硅膠按鍵成型過程中,如果腔內有較大的流量轉彎,液體硅膠不容易流到轉彎區域,特別是經過大流量彎曲后的薄件。橡膠鍵盤由于薄區阻力較大,注塑壓力不足,可能會出現短射的問題。
六、硅橡膠按鍵注塑生產中如何解決氣阱問題
改進模具排氣系統可以減少LSR注塑按鍵生產中出現氣阱的可能性。當我們在吸氣區增加更多的模具排氣時,可以大大提高短射。就像圖片中的硅膠鍵盤,我們在按鈕帶附近增加了三個模具排氣針,解決了鍵盤短短的問題,這些排氣允許空氣逸出和硅膠的順利流動。
改變液體硅膠注塑機的參數,如注射溫度、注射速度、注射壓力、真空條件等,也會影響模具的排氣。
如果注射速度較慢,則有更多的時間模具排氣。但緩慢的注射速度也會導致較低的溫度,硅膠流動也減慢。材料會在其他型腔區域填充前變硬,并造成硅膠鍵盤短彈,所以任何調整LSR注塑機參數的人都應該花時間去嘗試,什么是好的模具排氣,而不是造成不完全填充產品。
七、增加針閥,減少流道距離
如果硅膠按鍵較大,一個針閥是不夠的,一腔是不夠的,LSR注射針閥提供注射閘閥,允許硅膠在腔內注射。只有一個針形閥,一個大的按鍵將導致長流道的情況下模具困氣和短射,更多的針閥允許硅膠物料更均勻地流向型腔角,減少流道。
八、對于被困住的氣泡和空氣,我們也采取了以下解決方案:
1、熔體流動:改變澆口位置或增加注射口;
2、排氣系統:增加排氣通道,或改變流動通道的寬度和深度;
3、過窄壁:增加壁厚尺寸;
4、增加排氣;
5、液態硅膠材料的粘度;
6、調整工藝參數:模具溫度、注塑壓力、保持壓力、背壓、鎖模力等。
注:文章轉載自網絡,版權歸原作者所有。
深圳盈泰硅膠廠通過了ISO13485醫療器械管理體系認證,可以為客戶開模定制生產各種形狀和材料要求的硅膠面罩或口罩,如果您有相關需求,可以聯系我們自選了解。期待與您的合作。
查看詳情>>
盈泰高精是一家專業的深圳液體硅膠制造商,深圳液體硅膠加工廠家。如果您有液態硅橡膠產品需要定制注塑生產,可以和我們聯系。
查看詳情>>













